

What is Centrifugal Casting?
Centrifugal casting is a metal forming process that uses rotational motion to generate centrifugal force, pushing molten metal evenly against the inner wall of a rotating mold. The metal remains under pressure during solidification, forming a dense and uniform structure.
This process is mainly used to manufacture cylindrical components such as pipes, tubes, and rings. During casting, solidification starts from the outer surface and moves inward, improving structural density and reducing defects.
Centrifugal casting is valued for producing reliable parts with fewer issues such as porosity, gas entrapment, oxide inclusions, and the need for internal cores. By controlling the amount of molten metal, manufacturers can adjust wall thickness for different applications.
The process can produce large cylindrical components with stable dimensional accuracy, including thin- and thick-walled parts such as gear blanks, bearings, and railway wheels. It includes vertical and horizontal methods, with vertical casting commonly used for rings and horizontal casting for tubes.
Multi-layer centrifugal casting can combine different materials to improve corrosion resistance and mechanical performance. During rotation, impurities move toward the inner diameter and can be removed through machining, resulting in a more uniform structure with reduced shrinkage cavities and gas pockets.
How does the centrifugal casting process work step by step?
The centrifugal casting process is generally a step-by-step manufacturing method used to produce standard cylindrical components in a controlled and repeatable way. It is widely adopted because it supports stable production, efficient material use, and relatively low part cost, especially in batch or mass production environments.
Although variations exist depending on equipment and product type, the core centrifugal casting process can be divided into four main stages: mold preparation, pouring, directional solidification, and removal with finishing operations.
Mold Preparation
The process begins with preparing the rotating die. The inner surface of the mold is first cleaned to remove any residues, dust, or leftover material from previous cycles. This ensures stable surface quality and avoids contamination in the next casting cycle.
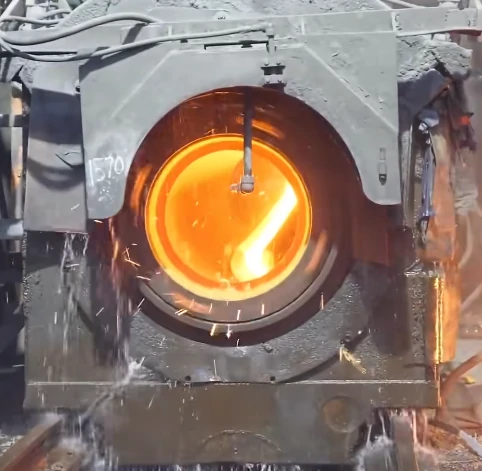
Once cleaned, the rotation system is activated. The mold is driven to rotate at high speed, typically in the range of 300 to 3000 RPM. At these speeds, centrifugal force can reach many times the force of gravity, which directly affects how the molten metal behaves inside the mold.
Before pouring, the die is usually preheated, and a ceramic-based coating or slurry is applied to the inner wall. This layer is then dried and bonded to the surface through heat. It serves two main purposes: protecting the mold from thermal damage and improving part release after solidification. It also contributes to a smoother surface finish on the final casting.
Pouring of Molten Metal
In the second stage, metal is melted in an external furnace and transferred using a ladle into the pouring basin of the machine. From there, the molten metal is guided into the center of the rotating mold through a controlled inlet system.
Once inside the spinning mold, centrifugal force immediately distributes the molten metal outward toward the inner wall. This pressure-driven movement helps reduce the formation of voids, gas pockets, and shrinkage defects.
At the same time, density separation occurs naturally. Heavier metal elements are pushed outward, while lighter impurities and non-metallic inclusions tend to move toward the inner diameter. As a result, the outer layer becomes denser and structurally stronger compared to the inner region.
Directional Solidification
After pouring, the mold continues rotating while the metal begins to cool. In the centrifugal casting process, solidification does not occur randomly. Instead, it progresses in a controlled direction—from the outer surface inward.
This controlled cooling pattern is known as directional solidification in centrifugal casting. It helps form a more uniform grain structure and reduces the likelihood of internal defects such as porosity or micro-cracks.
As solidification progresses, impurities and low-density materials remain concentrated near the inner diameter. Any shrinkage that occurs during cooling is also typically located toward the inner wall, which is later removed during machining.
Removal and Finishing Operations
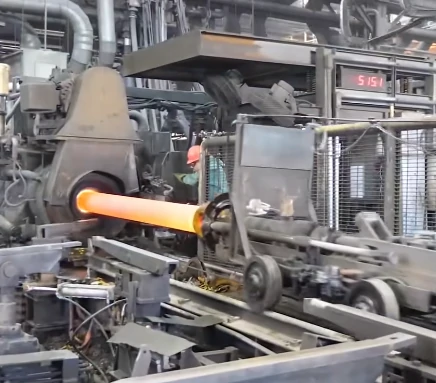
Once the casting has fully solidified, it is extracted from the mold using appropriate removal tools. In some cases, additional heat treatment such as annealing may be applied before or after demolding, depending on material requirements.
After removal, the component enters the finishing stage. The inner layer, where most impurities have accumulated, is machined away to achieve the required dimensional accuracy and surface quality. The outer surface may also undergo treatments such as shot blasting to remove any remaining coating or refractory material.
The final result is a dense, high-strength component with improved structural integrity and reduced internal defects, suitable for demanding industrial applications.
What are the different types of centrifugal casting?
Centrifugal casting processes can be categorized in more than one way, depending on either the forming principle or the die orientation. In practice, these methods often overlap, but each type of centrifugal casting is designed for specific product structures and performance requirements.
True Centrifugal Casting
The true centrifugal casting process is the most widely used form of centrifugal casting. In this method, molten metal is poured directly into a rotating cylindrical mold without using a traditional gating system. The metal spreads along the inner wall of the mold under centrifugal force and forms a uniform tubular structure after solidification.
This process can be applied in both horizontal and vertical setups. In many cases, horizontal rotation is preferred for producing high-strength components such as cylinder liners. Rotational speed plays a key role in determining the final density and mechanical strength of the casting, while mold position and process control influence overall structural quality.
One of the main strengths of true centrifugal casting is its high mechanical performance. The process helps produce dense, reliable components with excellent structural integrity. After casting, residual impurities near the inner surface can be removed through machining operations such as turning.
It is also an efficient process in terms of material usage, generating minimal waste while allowing the production of large, high-precision parts. However, the method is mainly restricted to cylindrical or circular geometries. Another limitation is relatively longer production lead time, which may affect delivery schedules in some cases.
Semi-Centrifugal Casting
The semi-centrifugal casting method is similar in principle to true centrifugal casting but is used for producing solid components instead of hollow tubular parts. In this process, centrifugal force helps distribute molten metal toward the outer regions of the mold, resulting in higher density at the periphery.
Process parameters such as rotational speed, mold diameter, pouring temperature, and material type all have a strong influence on casting quality. Because of these multiple variables, there is a higher sensitivity to process control, and deviations can affect final results.
The density distribution is not uniform throughout the casting, which can be both an advantage and a limitation depending on the application. It works well for rotationally symmetrical solid parts, but the central low-density region often needs to be removed during finishing. This step may introduce additional machining requirements and potential material loss.
Centrifuge Casting
The centrifuge casting process is mainly used for small and detailed components with complex geometries. It is commonly applied in the production of items such as jewelry, bushings, and sleeves. In this method, the mold cavity is positioned away from the rotation axis, and molten metal is forced into the cavity by centrifugal action.
One key benefit of centrifuge casting is its ability to produce intricate parts with minimal or no post-processing. During rotation, impurities tend to move toward the central axis, while the outer cavity remains relatively clean, resulting in better surface quality and reduced casting defects.
However, this method is not suitable for all alloy types, which limits material selection. Additionally, components such as sprues and runners often require secondary machining, which can increase overall production cost.
What are the two types of centrifugal casting machines used in production?
When working with the centrifugal casting process, one of the first decisions is selecting the machine configuration. The two main options are vertical and horizontal systems. While the core principle of centrifugal force remains the same, the key difference lies in the axis of rotation, which directly affects production behavior, product shape, and efficiency. Each type of centrifugal casting machine comes with its own strengths and limitations, so selection depends on the intended application.
Vertical Casting Machine
The vertical centrifugal casting machine operates around a vertical axis (y-axis), where the mold rotates upright during pouring and solidification.
In this setup, the vertical orientation allows the use of mold materials such as graphite or ceramics, which can improve surface quality and overall casting integrity. As a result, parts produced often require less secondary machining or finishing since impurities are more effectively separated during the process.
Another advantage of vertical systems is their flexibility in producing non-uniform or less strictly symmetrical components. However, there is a practical limitation in terms of geometry: the casting diameter is typically greater than its height, which restricts the overall size range that can be processed.
Horizontal Centrifugal Casting Machines
The horizontal centrifugal casting machine is widely used for producing pipes, tubes, and other long cylindrical components in an efficient and cost-effective way. In this configuration, the mold rotates along a horizontal (x-axis) direction while molten metal is poured and distributed by centrifugal force.
These machines are generally larger in structure, often featuring a long rotating steel mold supported by a reinforced casing. During operation, the horizontal layout helps maintain stability, and the added mass reduces vibration, even at high rotational speeds.
Compared with vertical systems, horizontal machines are better suited for continuous production of long tubular products and offer higher productivity for standard cylindrical geometries such as pipes and sleeves.
What are the industrial applications of centrifugal casting technique?
The centrifugal casting technique is widely used in industries where components must withstand high stress, harsh environments, and long service cycles. Its application is generally focused on cylindrical or rotationally symmetric parts, since non-circular geometries tend to increase manufacturing complexity and cost. Because of its ability to produce dense and defect-resistant structures, this process is often selected for critical engineering components.
Common Industrial Applications
The centrifugal casting process is especially suitable for parts that require high strength, wear resistance, and structural reliability. Typical applications include:
- Hollow cylindrical pipes and cylinder liners
- Automotive and marine flywheelsand shaft-related components
- Railway carriage wheels with high load-bearing requirements
- Aerospace structural components such as fuselage-related cylindrical sections
- Oil & gas exploration parts exposed to pressure and corrosion
These applications share a common requirement: stable performance under continuous mechanical load and challenging operating conditions.
Application Overview by Industry
| Industry | Typical Components | Key Requirement |
| Automotivo | Flywheels, shafts, liners | Rotational strength, wear resistance |
| Marine | Pipes, cylindrical housings | Corrosion resistance, durability |
| Railway | Wheels, axle-related parts | Load capacity, fatigue resistance |
| Aeroespacial | Cylindrical structural sections | High strength-to-weight performance |
| Oil & Gas | Tubes, pressure components | Pressure resistance, reliability |
Material Versatility and Process Scope
Beyond metal applications, the centrifugal casting method can also be applied using materials such as concrete, resin, or plaster, depending on the product requirement. In these cases, centrifugal force helps shape uniform cylindrical structures across different material systems.
The process is named after the centrifugal force that drives material distribution during rotation. While it is primarily used for industrial cylindrical components, its application range can extend to various engineered products as long as the geometry remains rotationally symmetric.
In practice, successful production starts with mold design based on specific product requirements. The mold is then rotated at controlled speed while molten material is introduced, allowing the centrifugal casting process to form a consistent structure.
There are also variations such as semi-centrifugal casting, which operates at lower rotational speeds and is used for certain solid components. However, the core principle remains the same—using rotational force to improve material density and structural integrity.
Due to its performance advantages, the centrifugal casting technique is commonly chosen when durability and consistency are more important than geometric complexity.
What are the pros and cons of the centrifugal casting process?
The centrifugal casting process is known for producing high-density, reliable components compared with many conventional casting methods. However, like any manufacturing technique, it brings both technical strengths and practical limitations depending on the application, geometry, and production requirements.
Advantages of Centrifugal Casting
One of the key strengths of centrifugal casting is its ability to produce thin-walled cylindrical parts that are difficult to achieve through other methods. The rotational force helps form stable wall structures with improved uniformity, making it suitable for precision tubes and sleeves.
The process also contributes to better internal quality. Due to directional solidification and impurity migration toward the inner surface, the final casting typically shows higher density and improved microstructural consistency. This results in stronger mechanical performance and longer service life.
Another advantage is cost efficiency in suitable production conditions. Complex cylindrical components can be manufactured without excessive machining, helping reduce overall processing costs while maintaining quality standards. In many cases, secondary finishing requirements are also minimized.
Because of the compact structure formed during rotation, the final products show good resistance to atmospheric corrosion. Lower porosity and fewer internal defects help improve durability in demanding environments.
Impurities are easier to control and remove since they are naturally pushed toward the inner diameter during solidification. This makes post-casting cleaning and machining more straightforward compared to conventional casting processes.
Additional benefits include the ability to achieve high rotational symmetry, produce fine-grained structures, and operate without traditional cores or gating systems. The process also supports multi-material or layered casting in certain applications, while maintaining relatively low material waste and stable output in mass production.
Limitations of Centrifugal Casting
Despite its advantages, the centrifugal casting process has several limitations that restrict its use in certain scenarios.
The most obvious limitation is geometric restriction. The process is primarily suitable for cylindrical or near-cylindrical shapes, and it is not ideal for highly complex or irregular geometries. Even within cylindrical designs, there are limits to structural variation and design flexibility.
Inner diameter accuracy can also be a challenge in some cases. Although near-net shapes are achievable with proper process control, variations in the inner surface may still occur and require additional machining.
Another drawback is the relatively high initial investment required for equipment and setup. While unit costs become competitive in large-scale production, the upfront cost can be significant compared to simpler casting methods.
Small-diameter internal features are difficult to produce consistently, which limits the applicability for miniature or highly detailed components. In addition, the process is less suitable for small-sized products in general due to stability and efficiency constraints.
Operational safety is another consideration, as molds rotate at high speeds during production. This requires strict control measures and equipment maintenance to ensure safe operation.
When should centrifugal casting be used in manufacturing?
Centrifugal casting is typically selected for applications where the component geometry and performance requirements match its process advantages.
- Suitable for symmetrical components such as tubes, rings, and cylindrical parts where rotational geometry is required
- Used when better material properties are needed compared to sand casting, especially in terms of density and consistency
- Helps reduce or eliminate centerline shrinkage, improving overall structural integrity of the part
- Appropriate for designs with limited internal diameter (I.D.) features or restricted internal complexity
- Capable of producing very large components, including parts weighing up to 125,000 lbs (56,700 kg)
- Provides a uniform grain structure, contributing to higher strength and more stable performance
- Ensures high dimensional integrity, often required in critical applications such as defense-related components
This process is generally considered when both geometry and mechanical performance requirements demand consistent quality and reduced internal defects.


Why choose Welleshaft centrifugal casting parts for industrial applications?
Centrifugal casting is widely used in demanding industrial environments where components must withstand continuous stress, wear, and high mechanical loads. By using rotational force to distribute molten metal, this process produces dense and durable structures with improved mechanical properties and consistent performance. For many applications, especially where strength and reliability are critical, centrifugal casting remains a practical and cost-efficient manufacturing method.
That said, the process does come with inherent design constraints. It is primarily suitable for cylindrical or ring-shaped geometries, and part size is naturally limited by equipment capacity. Despite these boundaries, when the design fits the process, centrifugal casting delivers excellent results in terms of material integrity, production efficiency, and overall cost control, making it a preferred option for many engineering applications.
At Welleshaft, centrifugal casting capabilities are supported by a broad range of size options and a well-established inventory of centrifugal casting dies. This helps reduce upfront tooling investment and shortens production lead times for customers. In addition, Welleshaft also applies vacuum casting techniques to minimize oxygen exposure during solidification, improving the performance of high-temperature alloys such as 718, 625, GTD222, and Rene 77. The process ensures stable metallurgical quality, tight tolerances, and reliable structural integrity, particularly for demanding sectors such as aerospace and defense.
Welleshaft can produce vacuum-cast components in sizes up to 18 in. × 42 in. (455 mm × 1070 mm) and weights up to 800 lbs. (364 kg), supporting both prototype development and large-scale industrial production with consistent quality control standards.
What are the most frequently asked questions about centrifugal casting?
What types of parts are typically made using centrifugal casting?
This process is widely applied to produce rotationally symmetric components, especially those with stable wall thickness requirements. Common centrifugal casting applications include tubes, rings, and cylindrical shapes. In industrial use, it is often chosen for components such as turbine compressor casings used in aerospace and land-based engines, petrochemical furnace and reformer tubes, and various naval and defense structural parts.
What size of centrifugal castings can be produced?
Centrifugal casting supports a wide dimensional range depending on equipment configuration. Horizontal systems can typically produce parts with outer diameters up to 60 inches (1,525 mm), lengths reaching 432 inches (10,973 mm), and weights up to 125,000 lbs (56,700 kg). Vertical centrifugal casting systems can handle outer diameters up to 180 inches (4,572 mm) with component weights up to 34,000 lbs (15,422 kg), allowing flexibility for both medium and large-scale parts.
Does centrifugal casting support specialized alloys?
Yes, centrifugal casting can be adapted for high-performance and heat-resistant alloys through controlled vacuum conditions during the casting process. This reduces oxygen exposure and helps preserve alloy properties. Materials such as Alloy 718, Alloy 625, GTD222, and Rene 77 are commonly processed for demanding environments including aerospace and defense applications. Vacuum centrifugal casting can also accommodate parts up to 18 in. × 42 in. (455 mm × 1,070 mm) and weights up to 800 lbs (364 kg).
When should centrifugal casting be considered for a project?
Centrifugal casting is most suitable when the design requires rotational symmetry, improved mechanical performance compared to sand casting, and minimized internal defects such as centerline shrinkage. It is also preferred for components with limited internal diameter features, large structural dimensions, uniform grain distribution, and strict dimensional stability requirements.
How can I determine if centrifugal casting is right for my needs?
The suitability of centrifugal casting depends on part geometry, material selection, and performance requirements. A detailed evaluation of design specifications and operating conditions is typically needed to confirm feasibility. In most cases, engineering assessment and process matching are used to determine whether centrifugal casting is the most efficient and reliable manufacturing option.
This blog was provided by the Welleshaft Engineering Team, led by Mr. Xu. Welleshaft specializes in centrifugal casting and precision metal components for automotive, marine, oil & gas, and heavy industries, offering engineering support from design review to production and quality control.







Avaliações
Não há avaliações ainda.