

What Is Metal Extrusion?
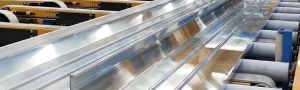
Manufacturers force a metal—either hot or cold—through a die with a specific shape in the metal extrusion process.The metal takes on the profile of the die, producing a piece known as an extrudate. A mechanical or hydraulic press is commonly used to push the material through the die. During extrusion, the metal experiences compressive and shear stresses, which enhance its strength and allow shaping of materials with otherwise brittle properties.
This process is versatile and applies to various materials beyond metals, including aluminium, steel, plastics, ceramics, clay, concrete, and polymers. It enables not only shaping the material but also reducing cross-sectional size and producing consistent cross-sectional profiles. Conceptually, it is similar to squeezing toothpaste from a tube, but on an industrial scale.
Manufacturers widely use metal extrusion to produce pipes, rods, structural components, and other products that require uniform cross-sections. They most commonly extrude aluminium and plastics because of their favorable flow characteristics and strength.
Key Advantages of Metal Extrusion
- Cost efficiency: Minimizes material waste and supports high-volume production.
- Manufacturers can shape brittle or hard materials because the process applies only compressive and shear forces.
- Enhanced grain structure: The internal grain aligns along the product’s length, improving mechanical properties.
- Smooth surface finish: Reduces post-processing requirements.
- Thin-walled capabilities: Produces extremely thin sections (~3 mm for steel, ~1 mm for aluminium).
- Complex cross-sections: Supports intricate designs with uniform wall thickness throughout.
How Does the Metal Extrusion Working Principle Operate?
The working principle of metal extrusion is straightforward but requires precise control at every step. The process can be divided into several key stages:
Designing the Die
The extrusion process produces a metal profile matching the shape and dimensions of the die opening. Engineers focus on optimizing die design to achieve accurate shapes, including circular, rectangular, square, hexagonal, and other complex profiles. Proper die design ensures smooth metal flow and high-quality extrudates.
Metal Preparation
Manufacturers prepare the raw metal billet for extrusion. Depending on the material and process, they extrude the billet either hot to improve flowability or at room temperature if the metal is sufficiently ductile. Common metals used include aluminium, copper, and steel alloys.
Metal Extrusion
Operators place the billet in the extrusion chamber, and a mechanical or hydraulic press pushes the metal through the die using compressive and shear forces. The emerging material takes the die’s shape, producing a consistent cross-sectional profile. Control of pressure and speed is critical to maintain dimensional accuracy and surface quality.
Post-Processing
After extrusion, additional treatments such as heat treatment can improve the material’s mechanical properties. For instance, extruded aluminium often undergoes an aging process—heated to specific temperatures and held for several hours—to enhance hardness and strength.
What Steps Are Involved in the Metal Extrusion Process?
Manufacturers use the metal extrusion process to plastically deform a metal billet and force it through a die to create a desired shape. They widely apply this process to produce components with complex cross-sections and precise dimensions in industries such as construction, automotive, aerospace, and electronics.
Preparation of the Material
The first step involves preparing the feed metal, usually in the form of billets or ingots. “Manufacturers typically create shapes that are circular or square, but they can also use other geometries. For hot extrusion, they heat the metal to a specific temperature to improve flowability:
- Aluminium alloys: approximately 500–550°C
- Steel alloys: 1,100–1,300°C, depending on composition
In cold extrusion, the billet remains at room temperature, requiring higher force but producing parts with superior surface finish and mechanical properties.
Direct Extrusion
In direct extrusion, operators load the heated or room-temperature billet into the extrusion press, and a mechanical or hydraulic ram pushes the material through the die.The metal flows along the die opening, taking on the cross-sectional shape while undergoing compressive and shear stresses. Direct extrusion is widely used for standard profiles and allows consistent dimensional control.
Indirect Extrusion
Indirect extrusion differs in that the die moves relative to the stationary billet. The material flows in the opposite direction of the ram, reducing friction and force requirements. This method is ideal for complex or large profiles and allows greater flexibility in extrudate design.
Cooling and Finishing
After extrusion, manufacturers cool the extruded metal to retain its shape. They perform cooling either naturally or using water or air systems. Following this, the extrudate may undergo:
- Cutting to length
- Heat treatment(e.g., ageing of aluminium at 350°F for 4 hours to enhance hardness)
- Surface finishing such as grinding, polishing, or other treatments to meet aesthetic or functional requirements

What Steps Are Involved in the Metal Extrusion Process?
The metal extrusion process can be classified into various types based on factors such as temperature and direction of metal flow. While the underlying principles remain the same, each type has unique characteristics suited to specific applications.
Types of Metal Extrusion by Temperature
Hot Extrusion
In hot extrusion, the metal billet is heated above its recrystallization temperature. The elevated temperature softens the metal, allowing it to flow through the die with less applied force. Hot extrusion prevents strain hardening and is suitable for large parts, but requires high maintenance and produces a rougher surface finish.
Filage à froid
Cold extrusion is performed at room temperature or slightly warmed billets. This process requires higher force but yields extrudates with high mechanical properties and smooth surfaces free from oxidation. It is commonly used in manufacturing aluminium cans, collapsible tubes, and other precision parts.
Warm Extrusion
Warm extrusion occurs at temperatures between room temperature and the metal’s recrystallization point. By carefully controlling temperature and force, warm extrusion produces ductile extrudates with excellent surface quality.
Friction Extrusion
In friction extrusion, the frictional heat generated between the punch and the container heats the billet, eliminating the need for preheating. This process works well with recyclable metals, including scrap, machining blocks, or chips, turning them into quality extruded parts.
Micro Extrusion
Micro extrusion is used to produce submillimeter profiles (typically ≤1 mm²). It requires precise small dies and rams, but products may be prone to deformation, cracks, or surface defects, making this method suitable for specialized applications.
Types of Metal Extrusion by Metal Flow Direction
Direct Extrusion
In direct extrusion, the metal flows in the same direction as the plunger or piston. This method requires high force due to friction between the billet and the container.
Indirect Extrusion
In indirect extrusion, the die is attached to a hollow piston, and the metal flows opposite to the plunger movement. This reduces friction and can improve surface finish.
Hydrostatic Extrusion
Hydrostatic extrusion uses a fluid (usually oil) to transmit pressure on the billet, minimizing contact with the container walls and reducing friction. It allows extrusion at lower force and produces uniform flow, though careful control of fluid pressure and ram speed is necessary.
Lateral Extrusion
In lateral extrusion, the metal flow is perpendicular to the piston, similar to closed-die forging. Multiple die openings can be used simultaneously, enabling complex profiles.
Impact Extrusion
Impact extrusion is a high-speed variation of cold extrusion, typically applied to soft metals such as aluminium, lead, and copper. It produces thin-walled, precise extrudates efficiently.
Which Types of Metals Are Used in the Metal Extrusion Process?
Each metal used in metal extrusion brings unique advantages and challenges. Selecting the right metal depends on the intended application, required mechanical properties, and manufacturing considerations. Common types of metals employed in metal extrusion include:
Aluminium and Aluminium Alloys
Aluminium is widely used in metal extrusion due to its lightweight, corrosion resistance, and excellent machinability. Typical applications include window frames, automotive components, aerospace structures, and other lightweight constructions.
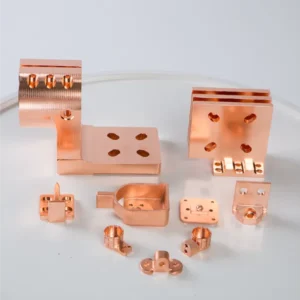
Copper and Copper Alloys
Manufacturers widely use copper and its alloys in electrical conductors, plumbing pipes, and heat exchangers because of their excellent electrical and thermal conductivity.However, the material tends to be more expensive and exhibits lower mechanical strength compared with certain other extruded metals.
Steel and Stainless Steel
When strength and durability are critical, steel and stainless steel are preferred. They offer excellent corrosion resistance and are suitable for marine, medical, and food processing applications. Due to their toughness, steel extrusions often require hot extrusion and higher pressures. Common applications include elevator sills, door tracks, marine components, decorative and functional architecture, food processing equipment, surgical instruments, appliances, and chemical transportation systems.
Titanium and Titanium Alloys
Titanium is notable for its high strength-to-weight ratio and corrosion resistance, which makes it suitable for aerospace, medical, and automotive industries. It is more expensive and challenging to extrude compared with aluminium or steel.
Magnesium Alloys
Magnesium alloys are among the lightest structural metals, lighter than aluminium yet still offering good strength. They are used in automotive, aerospace, and electronics to reduce weight but are more prone to corrosion.
Nickel Alloys
Nickel alloys resist high temperatures and harsh environments, making them ideal for chemical processing, aerospace, and marine applications.
What Metals Are Compatible with Extrusion?
Selecting the right material is a critical step in metal extrusion. The choice of metal affects operational parameters such as applied force, preheating requirements, and flow behavior. Among all metals, aluminium remains the most widely used due to its versatility and ease of processing.
Below is a list of metals compatible with extrusion along with their key characteristics to help guide material selection:
| Metal | Key Properties |
| Aluminium | Lightweight, ductile, excellent machinability |
| Steel | High strength, durable, suitable for structural applications |
| Acier inoxydable | Strong, corrosion-resistant, hard, suitable for harsh environments |
| Copper | High electrical conductivity, ductile, excellent for electrical components |
| Brass | Attractive finish, wear-resistant, good for decorative and mechanical parts |
| Nickel Alloys | High temperature resistance, oxidation-resistant, durable under extreme conditions |
| Titanium | Strong yet lightweight, corrosion-resistant, ideal for aerospace and medical components |
| Zinc | Corrosion-resistant, low melting point, suitable for decorative and casting applications |
| Tin | Highly malleable, easy to shape in thin sections |
Why Is Aluminium Extrusion One of the Most Used Metals?
Manufacturers widely use aluminium in metal extrusion because it combines lightweight, corrosion resistance, durability, and ease of processing.The versatility of aluminium alloys allows engineers to tailor mechanical properties for specific applications, making extruded aluminium suitable across multiple industries.
Aluminium Alloys and Their Applications
- 1000 Series Aluminium:
These alloys are highly pure, typically over 99% aluminium content, and offer excellent corrosion resistancealong with good electrical and thermal conductivity. They are ideal for electronic components, heat sinks, and industrial plant equipment. - 6000 Series Aluminium:
Alloys such as 6061 and 6063combine strength and workability, making them widely used in structural applications. Common uses include automotive chassis, transportation systems, aerospace components, and architectural frameworks. - Other Alloy Series:
Depending on composition, aluminium alloyscan provide enhanced hardness, machinability, or thermal properties, giving designers flexibility to optimize performance for extruded products.
Key Considerations in the Aluminium Extrusion Process
The aluminium extrusion process requires precise control over several parameters to ensure high-quality extrudates:
- Temperature Control– The processing temperature must match the specific aluminium alloy and part geometry to prevent defects such as surface cracking or warping.
- Extrusion Speed and Pressure– Proper adjustment of ram force and die flow rate is critical to maintain dimensional accuracy and consistent mechanical properties.
- Post-Processing– Heat treatment, aging, or surface finishing may be applied to enhance strength, hardness, and surface quality of the extruded aluminium
Why Aluminium Remains a Preferred Metal
- Lightweight and Strong– Reduces component weight without sacrificing performance.
- Corrosion Resistance– Extends service life in outdoor, industrial, or marine environments.
- Versatility– Compatible with a wide range of extrusion profiles, from simple rods and tubes to complex cross-sections.
- Cost-Effective– High recyclability and lower energy requirements compared to other metals.
- Design Flexibility– Supports both aesthetic and structural applications across automotive, aerospace, construction, and electronics
What Are the Common Metal Extrusion Materials?
Several metals and alloys are commonly used in metal extrusion, each offering distinct mechanical properties, durability, and aesthetic qualities for different industrial and architectural applications.
Brass Extrusions
Brass is primarily an alloy of copper and zinc, often with additional elements to enhance specific properties. It is widely used in architectural profiles, decorative panels, and fittings. In some contexts, particularly in construction, brass alloys are referred to as bronze, though this is technically a misnomer.
Bronze Extrusions
Bronze consists mainly of copper and tin. Manufacturers rarely use true bronze in modern extrusion for architectural purposes; instead, they often categorize similar alloys under brass for convenience. They value bronze extrusions for their corrosion resistance and decorative appeal.
Nickel Silver Extrusions
Nickel Silver, also known as copper-nickel-zinc alloy, features a warm silver finish. It is commonly used in decorative applications, hardware components, and trim profiles, combining durability with an appealing metallic appearance.
Stainless Steel Extrusions
The strength and corrosion resistance of stainless steel make it suitable for structural and harsh environment applications. Additionally, its clean, polished finish is often employed in architectural designs, facades, and decorative profiles, where both functionality and aesthetics are important.
How Are Alloys Used for Extrusions?
Different copper alloys exhibit unique mechanical and physical properties, making them suitable for a variety of metal extrusion and manufacturing processes. Depending on composition, certain alloys are best suited for extrusion, hot forging, casting, or for sheet and strip production.
Many alloys are versatile and can be processed in multiple ways. For instance, a single copper alloy may be suitable for both casting and extrusion, offering flexibility in manufacturing while maintaining consistent material performance.
When applying brass alloys or bronze alloys in extrusions, careful selection ensures color consistency and surface uniformity, which is particularly valuable in architectural applications where aesthetics are important.
What Are the Typical Colors of Metal Extrusions?
General Appearance
Most brass and bronze alloys naturally exhibit a golden honey tone, while chemically treated or colored surfaces display a rich statuary bronze finish. Alloys of brass containing aluminum may initially appear bright yellow, transitioning to a honey hue after polishing. For specialized applications, alternative options such as pink brass or nickel silver are also available.
Natural Color and Weathering
The natural honey-colored finish of brass and bronze is visually appealing, but prolonged exposure to environmental factors can cause gradual darkening to brown. Weathering is accelerated in areas with high humidity or elevated levels of air pollutants.
Handling effects also impact the appearance: acids and oils from skin contact can leave marks on natural brass and bronze surfaces. To maintain the original color, protective measures such as coatings, regular cleaning, or polishing are recommended, especially for frequently touched items like handrails, door hardware, and decorative extrusions.
What Should Be Considered in Metal Extrusion Design?
When designing for metal extrusion, several factors influence the quality, strength, and manufacturability of extrudates. Proper planning ensures durable and precise components.
Alloy and Temper
The mechanical and physical properties of metals depend on their composition. Consider the strength, ductility, melting point, and corrosion resistance before selecting a metal extrusion method. Material choice directly impacts flow, surface finish, and final performance.
Extrudate Profile
Metal extrusion allows for solid, semi-hollow, and hollow cross-sections. Profiles with rounded edges, symmetry, and uniform wall thickness exhibit better durability and mechanical stability.
Tolerance
For extruded parts intended for assembly, dimensional tolerances are critical. Account for flatness, twist, contour, angles, and corner radii during the design phase to ensure proper fit and function.
Metal Thickness
Maintaining adequate metal thickness around walls prevents distortion and damage during extrusion. For profiles combining thin and thick sections, use smooth transitions with rounded radii. A thickness ratio of less than 2:1 is recommended to ensure uniform flow and structural integrity.
Webs in Extrudates
Hollow or delicate extrudate shapes may require webs to reinforce the profile. This adds strength without significantly increasing weight.
Profile Ribs
Wide or thin sections can twist or warp during extrusion. Adding ribs improves flatness, reduces deformation, and enhances the overall structural rigidity of the profile.
Circumscribing Circle Diameter (CCD)
CCD is the diameter of the smallest circle that fully encloses the extruded cross-section. Most extrudates have a CCD of less than 8 inches, but larger profiles can also be produced depending on equipment and die design. Optimizing CCD ensures efficient material flow and reduces extrusion defects.
Shape Corners and Fins
Sharp corners or fin-like structures can compromise extrudate quality. Minimize high aspect ratios, and if fins are necessary, increase wall thickness to maintain strength and prevent deformation.
What Are the Pros and Cons of Metal Extrusion?
Metal extrusion is a versatile and widely used manufacturing process, but it has both advantages and limitations that should be considered before selecting it for a project.
Pros of Metal Extrusion
- Complex cross-sections: Enables the creation of intricate shapes with minimal tooling changes.
- High extrusion ratio: Efficiently reduces raw material into the desired profile.
- Mechanical properties: Cold and warm extrusionproduce extrudates with excellent strength and ductility.
- Low material waste: Maximizes use of raw materials, making it a cost-effective process.
- Material versatility: Compatible with ductile, brittle, and recyclable metals.
- Surface finish and consistency: Proper control of process parameters results in uniform and smooth extrudate surfaces.
Cons of Metal Extrusion
- High initial setup cost: Dies, presses, and equipment require significant investment.
- High force requirement: Extrusion needs mechanical or hydraulic pressure, consuming substantial energy.
- Surface and property limitations: Hot extrusioncan produce rough surfaces and slightly lower mechanical performance compared to cold or warm extrusion.
- Environmental impact: The energy-intensive nature of the process can contribute to higher carbon emissions if not managed.
Common Defects in Extrudates
- Surface Cracking– Caused by excessive stress or friction during extrusion. Proper lubrication and die design can minimize this defect.
- Internal Cracking– Occurs in the center of the profile due to low friction or improper extrusion ratios. Adjusting the tool-billet interface can reduce this issue.
- Piping– A funnel-shaped void caused by impurities or oxides in the metal stock. Proper material preparation is essential to prevent this defect.
Additional Considerations for Steel and Stainless Steel Extrusions
- Corrosion resistance and hygiene: Smooth, easy-to-clean surfaces make stainless steel extrudatesideal for food processing, pharmaceuticals, and medical applications.
- Aesthetic appeal: Various surface finishes like brushed, polished, and satin provide versatility for architectural and decorative uses.
- Strength-to-weight ratio: High-strength steel allows thinner walls without compromising durability, reducing overall structure weight and cost.
- Structural safety: Steel profiles offer superior fire resistance and load-bearing capacity compared to aluminium in critical building applications.
- Recyclability and long-term value: Stainless steelcan be recycled indefinitely without property loss, making it a sustainable choice with high lifecycle value.
What Are the Advanced Metal Extrusion Techniques?
Modern metal extrusion employs several advanced techniques to meet specific production requirements, enhance material properties, and enable complex designs. Key advanced metal extrusion techniques include:
Hydrostatic Extrusion
Instead of using a traditional mechanical piston, hydrostatic extrusion employs pressurized fluid to push the billet through the die. This approach significantly reduces friction, allowing higher extrusion ratios and making it suitable for brittle materials, such as tungsten.
Impact Extrusion
In impact extrusion, the billet is forced into the die through a single, high-speed impact rather than a gradual push. This method efficiently produces thin-walled, seamless components, commonly used in packaging, automotive, and small mechanical parts.
Friction Extrusion
Friction extrusion combines mechanical extrusion with heat generated by friction between the billet and die. This method reduces overall energy consumption while allowing the extrusion of difficult-to-process metals and recycled materials.
Co-Extrusion
Co-extrusion allows the simultaneous extrusion of two or more different metals. This technique combines the strength of one metal with the corrosion resistance or aesthetic qualities of another, ideal for specialized industrial or decorative applications.
Micro Extrusion
Micro extrusion is used to produce high-precision, submillimeter components. This technique is essential in medical devices, microelectronics, aerospace, and other sectors where tiny, complex profiles are required.
What Are the Common Applications of Metal Extrusion?
Metal extrusion enables the production of components with precise shapes and uniform cross-sections, making it widely used across multiple industries. The process is versatile, allowing extruded metals to serve structural, functional, and decorative purposes.
Construction Industry
In construction, metal extrusion is commonly used for structural components such as door frames, window frames, roofing panels, beams, channels, and supports. The uniform cross-sections of extruded aluminium, steel, and copper make assembly faster and more efficient. Railings, balustrades, and panels for architectural applications are also produced using this technique.
Automotive Industry
The automotive sector benefits from extruded metals in the form of chassis components, engine parts, suspension systems, door frames, and safety reinforcements. T-shaped and H-shaped profiles, often made from extruded stainless steel or aluminium, provide strength while reducing vehicle weight, contributing to improved fuel efficiency.
Aerospace Industry
Extruded aluminium is ideal for aerospace applications due to its combination of lightweight and high strength. It is used in fuselage frames, seat tracks, structural supports, and other components where both weight reduction and durability are critical.
Electrical and Electronics Industry
Copper and aluminium extrusions are widely applied in busbars, heat sinks, cable conduits, battery cases, and enclosures. Their complex cross-sectional shapes allow for efficient electrical current flow and heat dissipation, essential for electronic and electrical devices.
Consumer Goods and Other Applications
Extruded metals also appear in household appliances, ladders, furniture, sporting goods, and frames for bicycles and solar panels. Aluminium, in particular, is favored for its lightweight, strength, and excellent thermal conductivity, making it suitable for products that require durability without adding excess weight.

What Are Some Other Metal Forming Techniques?
Welding
Professional welding solutions join metals for industries such as construction, automotive, and general manufacturing. Various welding techniques are used, including MIG (metal inert gas), robotic MIG, TIG (tungsten inert gas), and spot welding, each selected depending on material type and production requirements.
Cutting and shaping
Metals can be precisely shaped using methods like shearing, laser cutting, and plasma cutting. Modern equipment allows continuous operation and supports a wide range of materials, enabling high flexibility for custom metal designs.
Sheet metal folding
Using CNC press brakes or folding machines, sheet metal folding bends metal sheets into specific shapes with accurate angles and tolerances. This technique is crucial for producing parts that require precision in fit and assembly.
Forming and fabrication
Sheet metal fabrication involves bending, rolling, or stamping metal sheets into required forms. Unlike metal extrusion, which can produce complex cross-sections, these processes typically yield sheets, strips, or bars. Before fabrication, 2D and 3D CAD designs are often employed to plan the structure and ensure accuracy.
Coating and finishing
Powder coating and other finishing techniques enhance both appearance and corrosion resistance, which is especially important for metals exposed to outdoor environments.
Casting
Casting allows the creation of intricate shapes from molten metals such as cast iron or aluminum. The molten material is poured into molds and solidifies into the desired geometry. This method is widely used in automotive, aerospace, construction, and decorative industries. Compared with metal extrusion, casting may generate more material waste due to excess metal and subsequent finishing requirements.
Heat treatment
Processes like annealing, quenching, and tempering adjust the physical and mechanical properties of metals. Heat treatment improves hardness, ductility, strength, and wear resistance, often complementing metal extrusion or other forming methods to enhance performance.
What Extrusion Equipment Is Used in the Process?
A variety of extrusion equipment is available, classified based on characteristics such as the direction of applied force or the medium transmitting that force. Some of the most commonly used types include:
Direct extrusion
In direct extrusion, the die remains stationary while a ram applies pressure on the metal billet, forcing it through the die opening located on the opposite side of the ram. The extruded material moves in the same direction as the ram, which is why this method is also referred to as forward extrusion.
Advantages of direct extrusion include:
- Simple tooling requirements
- Compatibility with both hot and cold extrusion processes
- No need for pre-modification of the billet
Limitations include:
- High friction between billet and container, requiring greater force
- Variations in force during extrusion
- The butt end of the billet stays inside the container
Indirect extrusion
In indirect extrusion, the die is mounted on the ram itself. As the ram compresses the billet, the material flows through the die opening in the opposite direction of the ram’s movement, also called backward extrusion.
Benefits of this method include lower energy consumption due to reduced friction and suitability for hot and cold extrusion. A key limitation is the difficulty in supporting the extrudate, as the hollow ram restricts the maximum load.
Hydrostatic extrusion
Unlike the previous methods, hydrostatic extrusion uses a fluid to transmit pressure to the billet, which is completely surrounded by the fluid except at the die interface. This setup eliminates friction with the container and reduces the force required to extrude the metal.
Advantages include:
- Lower extrusion forces
- Smooth and uniform material flow
- Reduced billet temperature
- No leftover material in the container
Drawbacks:
- Requires careful billet preparation
- Suitable only for cold extrusion
- Maintaining high pressure can be challenging
Impact extrusion
Impact extrusion involves striking the billet with a high-speed punch, pushing the material through the die clearance. The extrudate is shaped by the die cavity and is removed using a stripper plate after the punch is lifted.
This process is typically applied in cold extrusion for softer metals like aluminum, copper, and lead.
Lateral extrusion
In lateral extrusion, the die opening is positioned on the side of the container. As the punch moves downward, the extrudate exits sideways, sometimes through multiple openings. The metal flow is perpendicular to the punch direction.
This technique, a specialized form of closed die forging, is often used as an alternative to heading, enabling the production of long components in a single operation.
How Is Quality Control Implemented in the Metal Extrusion Process?
Maintaining high standards in metal extrusion requires rigorous quality control at every stage of production. Even with precise processes, extruded metal products can still develop defects if not carefully monitored.
Common Defects in Metal Extrusion
During the metal extrusion process, the following issues may arise:
- Surface cracksor scratches caused by excessive friction, high temperature, or improper die lubrication.
- Internal voids or air pocketsthat weaken the structural integrity of the extrudate.
- Incomplete or uneven material flow, leading to inconsistencies in the cross-sectional profile.
- Warping or distortiondue to uneven cooling or residual stresses.
- Dimensional variationsresulting from wear or misalignment of the die.
Inspection and Testing Methods
To ensure that extruded metals meet specifications, the following quality control techniques are applied:
- Dimensional Checks:Tools such as calipers, micrometres, and laser scanners verify that components meet exact design measurements.
- Ultrasonic Testing (UT):High-frequency sound waves detect hidden flaws or irregularities within the material.
- X-Ray Inspection:Reveals internal defects, including air pockets, voids, or inclusions that may compromise strength.
- Hardness and Strength Testing:Evaluates how much stress or load the extruded metal can endure before failure.
- Corrosion and Fatigue Testing:Simulates real-world conditions to confirm durability against environmental exposure, cyclic loading, and stress.
- Surface Finish Inspection:Uses profilometers or visual checks to ensure smooth, defect-free surfaces, crucial for both functionality and aesthetics.
What Are the Future Trends and Innovations in Metal Extrusion?
The metal extrusion industry is continually advancing, driven by the need for higher efficiency, precision, and sustainability. Emerging technologies and innovative approaches are reshaping metal extrusion, enhancing material performance, production quality, and environmental responsibility.
Advanced Materials and Alloy Development
The development of high-performance alloys is expanding the possibilities of metal extrusion. Modern alloys offer improved strength, corrosion resistance, thermal stability, and weight reduction. This includes heat-resistant aluminium alloys for electric vehicles and aerospace components, as well as lightweight, robust materials like titanium and magnesium, which are optimized for structural applications where weight savings are critical.
Automation and Smart Manufacturing
Automation is increasingly transforming metal extrusion processes. Intelligent systems allow real-time monitoring of extrusion operations, enabling the optimization of process parameters and minimization of defects. Robotic handling and automated quality control streamline production while ensuring consistent extruded metal quality. Predictive systems also improve material efficiency and reduce wastage.
Sustainable and Energy-Efficient Solutions
Sustainability is a growing focus in metal extrusion. The industry is moving toward eco-friendly materials, including the use of recycled metals, while adopting energy-efficient processes to lower carbon footprints. Modern hydraulic-electric hybrid presses consume less energy than traditional hydraulic systems, helping manufacturers achieve greener operations without compromising the mechanical properties of extruded metals.
How Can You Get Custom Metal Extrusion Products?
Custom metal extrusion products are utilized across a wide range of industrial, architectural, and consumer applications. Key examples include:
- Plumbing components and fittingsfor residential and commercial systems
- Valve, pump, tap, and faucet fittingsfor fluid control applications
- Decorative extrusionsfor architectural and interior design purposes
- Door hardware and lock components
- Window and door frameswith precise dimensions and structural integrity
- Elevator cabs and landing sillsfor building infrastructure
- Heavy-duty industrial partsfor machinery and equipment
- Electrical components, including sockets, contacts, and complex switchgear
- General engineering applicationsrequiring robust and precise extrusions
- Cold-formed brass screwsand fasteners
- Machined components with tight tolerances
- Precision-engineered door and window suites
- Handrails and balustradesfor public and private structures
- Recreational items, such as fishing luresand other sports equipment
Why Choose welleshaft for Metal Extrusion Service Needs?
Design Optimization
At welleshaft, our engineers work closely with clients to refine part designs for metal extrusion, ensuring an optimal balance between performance, material choice, and cost efficiency.
Integrated Manufacturing Workflow
welleshaft offers a comprehensive metal extrusion solution in China, covering everything from die design and prototyping to full-scale production. Our advanced machinery—including low-speed CNC wire EDM machines and hot-top casting aluminum billet lines—ensures both precision and efficiency across all manufacturing stages.
Quality Assurance
Our dedicated testing teams and rigorous quality control procedures guarantee consistent, precise, and reliable products for all metal extrusion projects.
Custom Extruded Shapes
We provide custom extrusions in a wide variety of metals, including copper and copper alloys (brass & bronze), nickel silver, pink bronze, stainless steel, and aluminum. While aluminum allows easier fabrication of complex profiles, producing intricate shapes in copper, brass, bronze, and stainless requires specialized techniques. Our equipment accommodates a broad spectrum of sizes and complexities.
Material Recommendations
Based on performance and cost considerations, our engineers select the most suitable materials for each project. welleshaft adheres to the highest industry standards, delivering precise tolerances, consistent quality, and dependable service.
Cost-Saving Opportunities
To help clients reduce costs by 10–20% compared to current suppliers, welleshaft in China accepts extrusion samples or design drawings for evaluation and provides tailored solutions.
Common Questions About Metal Extrusion
Why do extruded parts sometimes have surface defects?
Surface defects such as scratches, cracks, or rough finishes can occur due to improper billet preparation, insufficient lubrication, high friction, or inconsistent temperature control during extrusion.
What are the limitations of metal extrusion?
Metal extrusion may be limited by the complexity of the profile, material properties, and die design. Some high-strength alloys require specialized equipment, higher forces, or alternative forming methods.
What are common problems in metal extrusion?
Issues can include surface defects, dimensional inaccuracies, excessive tool wear, material flow problems, and residual stresses that may cause cracking.
What is the difference between hot extrusion and cold extrusion?
Hot extrusion is performed above the metal’s recrystallization temperature to allow easier flow, while cold extrusion is done at or near room temperature, improving surface finish and mechanical properties.
Conclusion
Metal extrusion offers an efficient and cost-effective solution for producing complex cross-sectional profiles. While the extrusion process itself is straightforward, the design phase requires careful attention—small errors can compromise the final product.
For reliable results, it is essential to work with experienced professionals in designing and manufacturing metal extrusion projects. At welleshaft, our engineers leverage years of expertise to optimize your designs, ensure manufacturability, and provide accurate project quotations.
Partner with welleshaft for all your metal extrusion needs, and ensure your components meet the highest standards of quality, precision, and performance.








Avis
Il n’y pas encore d’avis.