
What is Metal Injection Molding (MIM) for AI Server & Connector Parts?
Metal Injection Molding (MIM) is a manufacturing method where fine metal powder is mixed with a polymer binder and then injected into a mold. After molding, the binder is removed and the part is sintered at high temperature to form a dense, high-strength metal component.
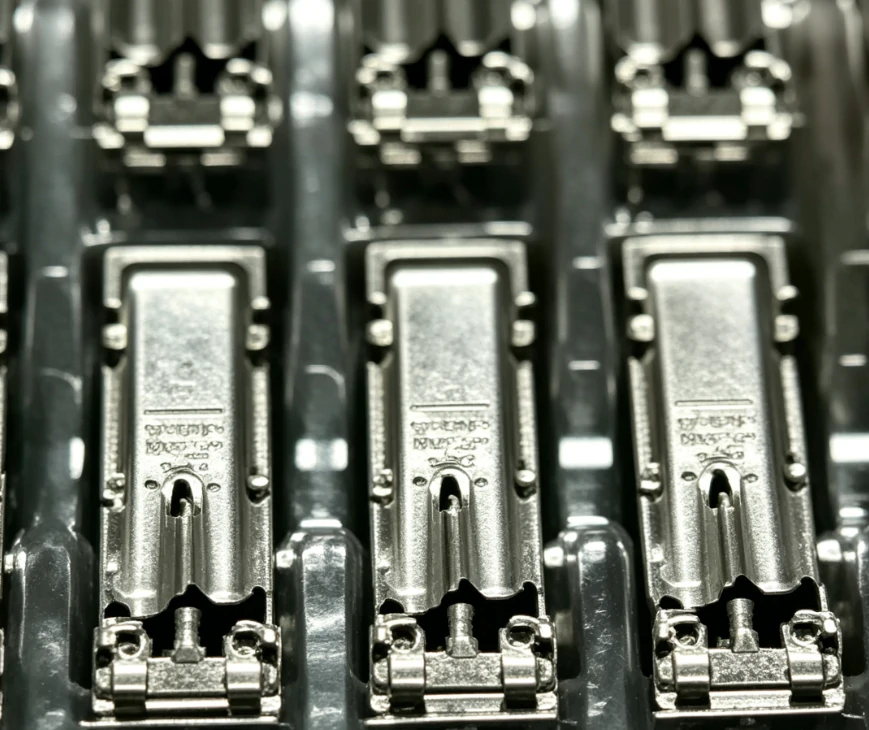
For AI server & connector parts, this process is commonly used to produce small but highly precise components, such as:
- Connector housings
- EMI shielding parts
- Precision locking mechanisms
- Micro structural brackets
- Thermal management and EMI-related components
Compared with traditional CNC machining, Metal Injection Molding (MIM)for AI Server & Connector Parts offers much greater freedom in design, especially for complex shapes that are difficult or expensive to machine.
It also works better for large-scale production, helping manufacturers achieve consistent quality while keeping unit costs more stable as volumes increase.
Why is MIM increasingly used in AI Server & Connector precision components?
Metal injection molding is being used more and more in precision connector components because modern server and high-speed computing systems keep getting smaller, denser, and more demanding in terms of electrical stability.
In these kinds of applications, manufacturers often look for a process that can handle both complexity and volume at the same time. That’s where MIM (Metal Injection Molding) starts to make sense.
Compared with traditional machining, Metal Injection Molding (MIM) in AI Server & Connector precision components is often chosen because it can handle:
- Complex geometries that are difficult or inefficient to machine with CNC
- Stable mass production while keeping tight dimensional consistency
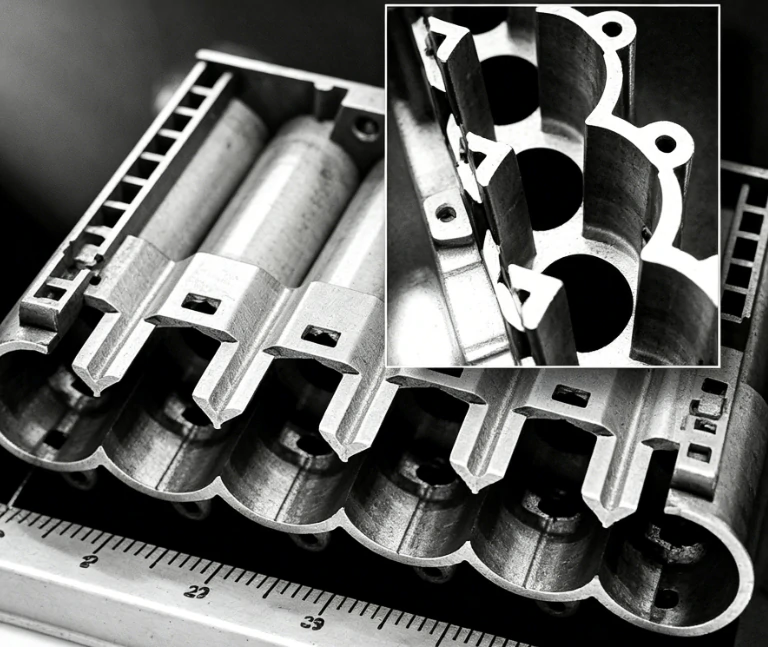
- Thin-wall structures and very small micro-features
- Lower unit cost when production volume increases
In practice, as data center equipment continues to scale up and connector designs become more compact, AI Server & Connector MIM precision components are increasingly seen as a practical option for manufacturers who need both precision and production efficiency at the same time.
What are the Advantages of AI Server & Connector MIM Parts in High-Performance Electronics?
In high-performance electronic applications, Metal Injection Molding (MIM) parts for AI Server & Connector systems are often preferred because they combine precision, design flexibility, and stable production efficiency in one process.
One of the main advantages is high precision at scale. MIM can hold tight tolerances, which is important when components need to align properly inside connectors and maintain stable signal performance over time.
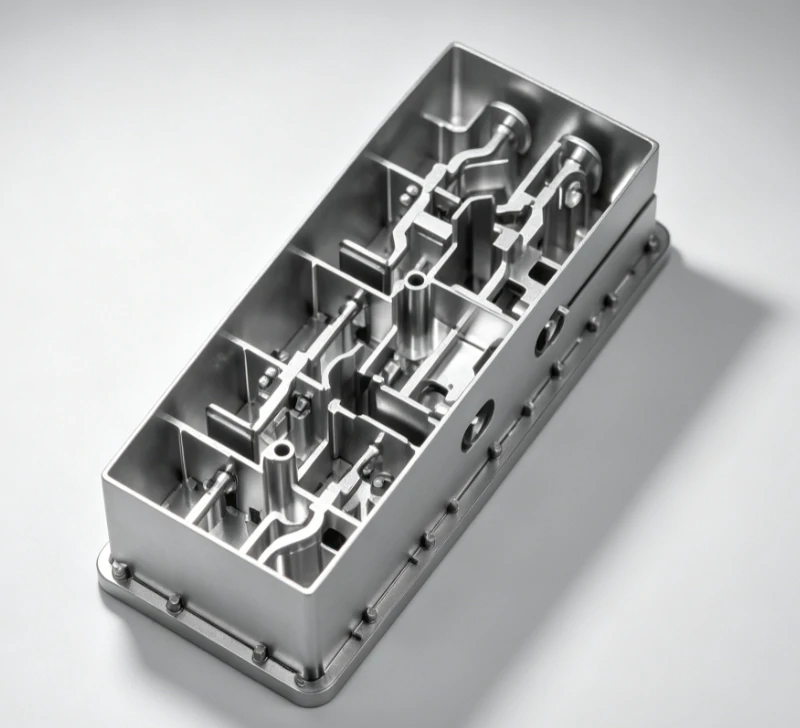
Another benefit is design freedom. Instead of assembling multiple small pieces, MIM allows manufacturers to form complex structures—like internal cavities or tiny locking features—in a single molding step. This simplifies the overall structure and reduces assembly effort.
Material options are also quite flexible. With AI Server & Connector MIM parts in high-performance electronics, commonly used materials include stainless steel, copper alloys, and low-carbon steel. These materials are often selected for properties such as:
- EMI shielding performance
- Thermal stability
- Mechanical strength and durability
Finally, there is a clear advantage in cost efficiency for mass production. After the tooling is ready, the per-unit cost usually becomes much lower compared to CNC machining, especially when production volumes are high.
What are AI Server & Connector MIM Parts Application Examples?
In real-world electronics and computing hardware, AI Server & Connector MIM Parts Application Examples are mostly found in compact, high-density connection and shielding structures where precision really matters.
Typical applications include:
- High-speed connector shells used in dense interconnect systems
- Server backplane connector frames that support stable signal transmission
- RF shielding housings to reduce interference in sensitive electronic environments
- Heat-resistant micro brackets used in compact assemblies
- Precision locking clips for secure PCB connections
In practical use, these AI Server & Connector MIM parts application examples are commonly seen inside server racks, GPU clusters, and other high-density computing systems where space is limited but reliability can’t be compromised.
Instead of relying on multiple assembled parts, many of these components are now designed as single-piece structures through MIM, which helps keep assembly simpler and performance more consistent in real operation.
How are AI Server Connector Systems using MIM technology?
In modern high-speed electronics, connector systems need to stay stable even under constant vibration, tight spacing, and high-frequency signal transmission. That’s where AI Server Connector Systems using MIM technology come into play.
Instead of relying only on traditional machining or multi-part assemblies, MIM components are increasingly used to improve both mechanical stability and signal consistency inside the connector structure.
How MIM is used in connector systems
| Function in Connector System | How MIM Helps in Practice |
| Maintain alignment | Keeps connector parts stable and properly aligned even under vibration or repeated plugging cycles |
| EMI shielding | Forms dense shielding structures that help reduce electromagnetic interference |
| Signal performance | Supports smoother high-speed signal paths with reduced insertion loss |
| Modular design support | Enables compact, integrated connector structures with fewer assembled parts |
In real applications, AI Server Connector Systems using MIM technology are often chosen because they help engineers simplify the design while still keeping performance reliable.
So instead of building complex connectors from many separate pieces, MIM allows more integrated structures that are easier to assemble and more consistent in long-term use.
How are High-Speed Connectivity Components benefiting from MIM in AI Servers?
High-speed connectivity hardware has to handle very strict requirements. The structure needs to stay extremely stable, and at the same time, it must avoid any unnecessary signal interference—especially when data rates keep increasing.
That’s why High-Speed Connectivity Components benefiting from MIM in AI Servers are becoming more common in connector and interconnect design.
Instead of relying on traditional machining methods, MIM helps manufacturers achieve more consistent and compact precision parts that are better suited for high-frequency environments.
How MIM helps in high-speed connectivity components
Fine-pitch part production
MIM makes it possible to form very small and closely spaced connector features that are difficult to machine.
High dimensional repeatability
Once the mold is stable, each batch of parts stays very consistent, which is important for mass production.
Signal integrity support
The process helps maintain stable geometry, which reduces distortion in high-frequency signal transmission.
Compact design enablement
More integrated and space-saving connector structures can be achieved without increasing assembly complexity.
In real systems, High-Speed Connectivity Components benefiting from MIM in AI Servers are especially important in applications like PCIe interfaces, NVLink connections, and high-bandwidth memory (HBM) interconnect architectures, where both speed and stability are critical.
What are the key considerations in sourcing AI Server & Connector MIM Parts?
When it comes to sourcing precision metal parts, buyers often run into a few very practical problems. This is especially true for AI Server & Connector MIM Parts, where the requirements for accuracy, stability, and repeatability are quite strict.
Instead of being a simple purchasing task, procurement usually turns into a balancing act between quality control, production capability, and supplier experience.
Key considerations in sourcing AI Server & Connector MIM Parts
| Pain Point | What it means in real sourcing work |
| Dimensional consistency issues | Hard to keep every batch within the same tight tolerance range |
| Sintering defects risk | Small cracks, shrinkage, or deformation can appear during high-temperature sintering |
| Long tooling lead time | Mold development and adjustment can take longer than expected |
| Material selection limits | Not all alloys perform well for micro-precision or shielding needs |
| Supplier capability gaps | Not every supplier can handle fine-feature or high-precision MIM parts |
In real procurement scenarios, these challenges often lead to delays, rework, or lower yield rates for AI Server & Connector MIM Parts.
That’s why many buyers pay extra attention to supplier experience and process stability, instead of focusing only on unit price.
What are the critical engineering risks in AI Server MIM connector components?
When working with precision metal parts, especially in connector-related hardware, there are always some engineering risks that need to be considered early in the design stage. This is particularly important for AI Server MIM connector components, where even small variations can affect performance and reliability.
In practice, most issues don’t come from the design idea itself, but from how the material behaves during production and how stable the process is over time.
Critical engineering risks in AI Server MIM connector components
Shrinkage variation during sintering
Parts may slightly change size during high-temperature sintering, which can affect final dimensional accuracy.
Warping in thin-wall structures
Very thin or delicate features can deform if cooling or support is not well controlled.
Surface roughness affecting contact performance
If the surface finishing is not stable, it may influence electrical contact quality in connector interfaces.
Material inconsistency in alloy batches
Small differences in powder composition can lead to variation in mechanical or thermal behavior.
Tool wear affecting long-term stability
Over time, mold wear can gradually impact part consistency in mass production.
| Risk Area | Practical Impact in Production |
| Sintering shrinkage | Dimensional deviation after final heat treatment |
| Warping | Deformed thin features or misalignment |
| Surface roughness | Reduced contact stability in connector interfaces |
| Alloy variation | Inconsistent mechanical performance between batches |
| Tool wear | Gradual drift in part precision during long runs |
In real manufacturing situations, AI Server MIM connector components require careful control through DFM (Design for Manufacturability) and process validation to keep these risks under control and ensure stable, repeatable production results.
Why do AI Server & Connector Engineering Teams Evaluate MIM Parts?
Engineering teams look at MIM parts mainly to make sure the components will actually perform well once they’re inside the real system, not just on paper.
In practice, they focus on a few key points:
- Signal integrity stability– making sure the part doesn’t interfere with clean and consistent signal transmission during operation
- Mechanical fit accuracy– ensuring every MIM component fits properly with tight tolerances and doesn’t cause assembly issues
- Long-term reliability under thermal cycling– checking that repeated heating and cooling won’t cause deformation, fatigue, or performance drop
- Compatibility with high-density PCB layouts– confirming the part can work smoothly in compact, space-constrained electronic designs
When teams evaluate MIM parts, it’s really not just about whether they can be manufactured successfully. It’s more about whether the part will still behave correctly once it’s integrated into the full system.
So, MIM evaluation goes beyond production feasibility—it’s essentially a system-level performance check to ensure everything works reliably in real operating conditions.
What do AI hardware buyers usually want to see beyond basic manufacturability for MIM Parts?
Beyond basic manufacturability, most hardware buyers usually dig a bit deeper before they feel comfortable approving MIM parts.
What they really want to see includes:
- Process capability (Cp/Cpk stability)– not just “can you make it?”, but “can you keep making it consistently within spec?”
- Material traceability– clear records showing where materials come from and how batches are controlled
- Thermal and electrical performance data– real test data that proves the part behaves well under heat and electrical load
- Reliability test reports– evidence from fatigue, aging, and stress testing rather than assumptions
- Production scalability evidence– proof that small sample production can realistically scale up to mass manufacturing without quality drift
At the end of the day, for MIM parts, buyers are not only checking manufacturing capability. They’re trying to understand whether the supply chain can stay stable, traceable, and repeatable when volumes increase.
In most cases, supplier engineering depth ends up mattering just as much as cost—sometimes even more.
How do buyers evaluate and qualify MIM suppliers for AI server applications?
When it comes to MIM parts, buyers usually don’t just pick a supplier based on a spec sheet—they go through a pretty structured qualification process.
Typical steps in how buyers evaluate and qualify MIM suppliers for AI server applications include:
- Prototype validation (T0–T1 samples)– early samples are checked to see if the design actually works in real conditions
- Process capability testing– verifying whether the supplier can repeatedly hit the required tolerances and maintain stable output
- Reliability testing under thermal and vibration stress– pushing parts through heat cycles and vibration to see how they hold up over time
- Mass production trial runs– small-scale production batches are run to confirm everything still behaves consistently when volume increases
- Long-term consistency audits– ongoing checks to make sure quality doesn’t drift after production is fully ramped up
In the end, suppliers need to clearly show they can control both dimensional stability and batch-to-batch consistency, not just produce a few good samples.
What usually decides success in AI Server & Connector MIM Parts manufacturing?
When it comes to MIM parts, success in production usually doesn’t come down to one single factor—it’s more about how well everything stays controlled from start to finish.
So, in what usually decides success in AI Server & Connector MIM Parts manufacturing, a few things tend to matter most:
- Stable shrinkage control during sintering– keeping dimensional changes predictable during the sintering process so parts don’t drift out of spec
- Strong DFM engineering support– having solid design-for-manufacturing input early on to avoid issues before production even starts
- Material consistency across batches– making sure every batch behaves the same, not just the first one
- High yield rate in mass production– ensuring most parts come out right the first time, without heavy rework or scrap
- Reliable long-term tooling performance– tools and molds need to stay stable over long production cycles, not just short runs
In real production, even small variations in these areas can add up and eventually affect overall connector performance at the system level.
How does the process go from design review to mass production for AI Server MIM Parts?
For MIM parts, the journey from idea to full production isn’t something that happens in one step—it’s usually a structured, step-by-step process.
So, in how does the process go from design review to mass production for AI Server MIM Parts, the workflow typically looks like this:
- Design review & DFM analysis– checking the design early on to see if it can actually be manufactured efficiently and without hidden risks
- Prototype tooling development– building initial tools so real parts can be tested instead of just relying on drawings
- Sample production (T0/T1/T2)– running multiple rounds of samples to gradually refine size, shape, and performance
- Engineering validation testing– putting samples through functional and reliability tests to confirm they meet requirements
- Process optimization– fine-tuning parameters like sintering, molding, and finishing to stabilize output
- Mass production approval– final confirmation that everything is stable enough for full-scale manufacturing
- Ongoing quality control (SPC monitoring)– continuous monitoring during production to keep variations under control
Overall, each stage is designed to reduce risk step by step before scaling up MIM parts into mass production.
What are the Challenges and Solutions in MIM for AI Server & Connector Applications?
When working with MIM parts, especially in more demanding electronic applications, there are a few common issues that tend to show up—but each one usually has a practical fix.
So, in what are the Challenges and Solutions in MIM for AI Server & Connector Applications, here’s how it usually breaks down:
Dimensional shrinkage variation
This is where parts don’t shrink exactly as expected during sintering, which can affect final accuracy.
Solution: Better control of the sintering curve and using process simulation to predict shrinkage more accurately before production starts
Thin-wall deformation
Thin structures can easily warp or lose shape during processing.
Solution: Improving gate design and adding proper support structures to keep the part stable during molding and sintering
Surface finish requirements
Some parts need a much smoother or more precise surface than the basic MIM process can deliver.
Solution: Adding secondary polishing or applying surface treatment to reach the required finish level
High reliability demand
In real applications, parts need to stay consistent and stable over long-term use.
Solution: Full batch traceability combined with statistical process control (SPC) to keep quality tightly monitored
In practice, most of these challenges in MIM parts are manageable—as long as the process is well-controlled and continuously monitored.
Why choose Welleshaft for AI Server & Connector MIM Parts Solutions?
Welleshaft provides precision MIM manufacturing support for industrial and electronic components, with a strong focus on making designs actually work in real production—not just on paper.
In practice, the team helps customers with engineering-led DFM optimization, so parts are easier to manufacture without sacrificing function or performance. This is especially important for connector-related components where geometry can get quite complex.
On the production side, Welleshaft is built for stable mass production, meaning once the process is set, you get consistent output instead of constant variation.
For connector components that require tight tolerances, the process control is designed to keep dimensional accuracy stable across batches, which helps reduce assembly issues later.
Material selection is also part of the support. Instead of a one-size-fits-all approach, guidance is provided based on actual performance needs—whether that’s strength, conductivity, or wear resistance.
On top of that, quality control is aligned with global supply chain expectations, helping ensure parts can fit into international manufacturing workflows without extra friction.
For AI Server & Connector MIM Parts Solutions, the real value isn’t just about producing parts—it’s about keeping engineering reliability, consistency, and scalability stable when moving into full production.
AI Server & Connector MIM Parts FAQs
Is MIM suitable for high-frequency connector applications?
Yes, it actually works quite well for high-frequency connector use cases—especially when you need tight dimensional accuracy and good EMI shielding performance. That’s where MIM tends to stand out compared with more traditional processes.
What materials are commonly used in MIM for AI server parts?
In most production scenarios, you’ll see stainless steel, copper alloys, and low-carbon steel being used. These materials are popular because they balance strength, conductivity, and manufacturability quite well.
Can MIM replace CNC machining in connector components?
In a lot of high-volume manufacturing cases, yes. When the design is complex and quantities are large, MIM can be a more efficient alternative to CNC machining, especially for reducing secondary processing steps.
What is the main limitation of MIM?
The biggest challenges usually come from the upfront tooling investment and controlling shrinkage during the sintering process. These factors need to be carefully managed to keep final part dimensions consistent.
This blog was provided by the Welleshaft Engineering Team, Mr. Xu. Welleshaft focuses on Metal Injection Molding (MIM) support for AI server and connector components, assisting customers with DFM evaluation, material selection guidance, and process development from prototype stages through to stable production, aligned with industrial quality and manufacturing requirements.